
Fahrwerks-Tuning und Service
Motorrad Tuning Web-Shop
Motorrad Tuning Web-Shop
Kategorien
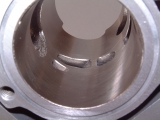
Zylinderbeschichtung

Zylinder-Neubeschichtung über KAINZINGER -The Tuning Company
-Zweitaktzylinder
-Viertaktzylinder
-Viertaktzylinderblöcke
Zweitaktzylinder können selbst nach heftigen Klemmern oder nach einem deftigen Motorschaden wieder durch Schweißen und der dann notwendigen Nacharbeit wieder instand gesetzt werden.
Auch das Ausspindeln für größere Kolben und das darauf folgende Neubeschichten kann problemlos vorgenommen werden.
Viertaktzylinder wie Viertaktzylinderblöcke können auf das Serienmaß neu beschichtet werden oder
alternativ ausspindelt werden für größere Kolben und auch das darauf folgende Neubeschichten kann problemlos vorgenommen werden.
Wir sind regelrecht darauf spezialisiert -gerade bei historischem Zylindermaterial-
zu restaurieren und einen -nahezu- Neuzustand wieder herzustellen.
Weitere Unterkategorien:




Kategorien
Willkommen zurück!



powered by: Webservice Weiden
Der Motorrad-Tuning Web-Shop von KAINZINGER -The Tuning Company © 2026 | Template © 2009-2026 by modified eCommerce Shopsoftware
modified eCommerce Shopsoftware © 2009-2026